屠宰废水处理工程改造调试项目实例分享
时间:2020-10-14 17:26浏览次数:
广东省东莞市某食品公司,是一家以购销、屠宰为经营范围的公司,自1986年投产至今。该厂建厂时,其废水处理设施也同时施工建设,废水处理量约150m3/d。
近年来,由于生产规模的扩大以及废水处理工艺自身存在的问题,现废水处理站已无法满足屠宰废水的氨氮指标处理要求,仅靠生化末端投加氨氮去除剂控制出水指标。由于水质有一定的波动,仍有超标风险,故需对该屠宰废水处理工程进行改造。
屠宰废水水质特点及其影响
屠宰废水是一种非常典型的工业废水,水质特点是“三高”,即:高氨氮浓度、高有机物浓度、高悬浮物浓度。具有水量大、排水不均匀、污染物浓度高、杂质多和可生化性好等特点。
屠宰废水所含污染物质大多属于易于生物降解的有机物,在它们排入水体后,会迅速地耗掉水中的溶解氧,造成鱼类和水生生物因缺氧而死亡。由于缺氧还会使水体转变为厌氧状态,这样会使水质恶化、产生臭味、影响卫生。同时,废水中的致病微生物会大量繁殖,危害人类健康。对屠宰废水进行处理,去除其污染对保护生态环境和人类健康是十分必要的。
屠宰废水工程改造前详情
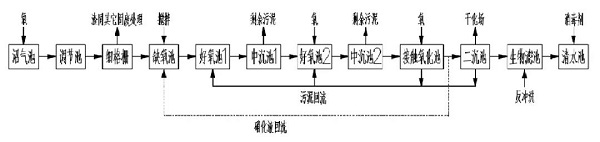
改造前废水处理工艺流程
旧废水处理站问题及现象分析
1.取现场调节池废水进行实验,水样检测出该废水中含有较高的COD和SS等污染物质,但调节池出水仅通过格栅处理就直接进入了后续生化系统,影响了正常的生化处理效率。
2.生化池负荷过大、微生物活性不足,好氧池出现大量泡沫。
3.工艺设计缺陷,导致中沉池污泥流失,生化池的污泥浓度不足,生化出水氨氮指标稳高不下(50-60mg/L)。
4.依靠末端投加水处理药剂补救出水指标,药剂用量大,运行成本高。
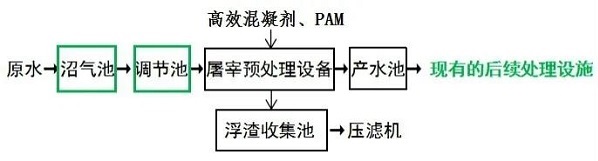
改造详情措施
1.鉴于进水COD浓度高于1000mg/L,且SS浓度高和氨氮波动大等的特征,需要先采取物化预处理,降低水中COD、SS和动植物油的含量。因此,增加了一台高效屠宰废水预处理设备,预处理后的产水再经格栅流入生化工艺段,降低生化工艺段的处理负荷。
2.改善生化系统的污泥回流及曝气系统,提高污泥浓度。
3.COD、氨氮污染物的去除主要依靠生化系统,快速恢复生化系处理能力是解决问题的关键。现有系统中污泥老化的同时污泥有机质含量不足,氨氮及COD处理能力有限。
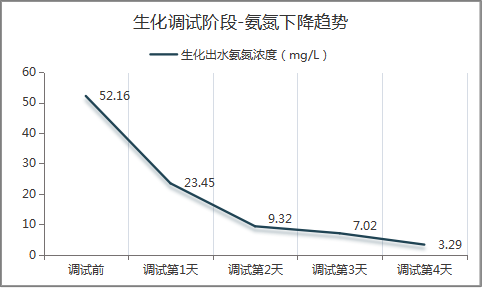
通过投加优势菌种,达到快速启动和提升系统处理能力的目的。菌剂投加三日后整个生化系统处理能力大幅度提升,COD、氨氮的去除率显著提升,生化系统抗冲击能力增强。生化处理对COD去除率可达到85%-95%,氨氮去除率95%以上。
4.利用快检仪器实现快速检测水质参数目的,能够及时掌握系统运行状况,通过历史数据分析对比,及时调整控制参数。
总结
该屠宰废水处理站因工艺设计缺陷原因,给水站实际运营带来很大困扰。经专业技术团队诊断后,进行了针对性小改动——增加1台高效屠宰废水预处理设备,并改善现场污泥回流问题,投加氨氮优势菌种,同时通过高效检测手段控制,加快完成了项目验收。
该屠宰废水处理工程改造调试项目,总工期仅6天,废水处理效果显著,出水氨氮<10mg/L,实现了小投资,大提升,帮助业主低成本稳定达标!